

El ensilado implica la acidificación o el encurtido del cultivo. Esto puede lograrse mediante la adición directa de ácido o por fermentación. La fermentación de ensilado es un proceso anaeróbico que implica la conversión de azúcares en ácidos orgánicos, especialmente láctico y acético. Estos ácidos orgánicos son el producto de bacterias presentes de forma natural en el cultivo o añadidas mediante el uso de un inoculante.
El proceso de ensilado puede dividirse en cuatro fases:
- Aeróbica
- De fermentación
- De fermentación
- De salida (o suministro)
Cambios químicos durante la fermentación:
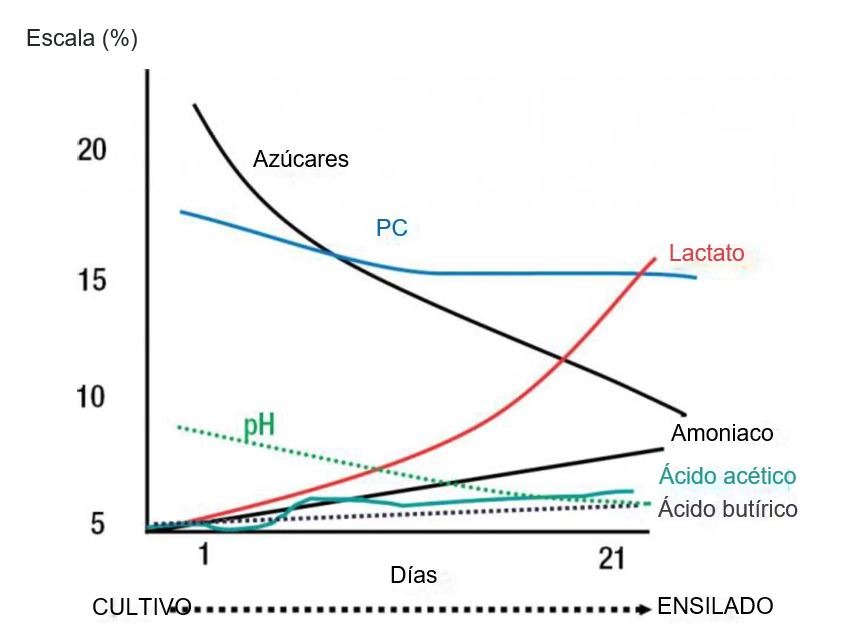
Fase aeróbica
Durante y después del llenado, el forraje todavía contiene ligeras cantidades de oxígeno atrapado. Los niveles de oxígeno se reducen mediante:
- La respiración del materia vegetal.
- El crecimiento de microbios aeróbicos y anaeróbicos facultativos como levaduras, mohos, enterobacterias y bacterias ácido lácticas (BAL).
Las BAL pueden crecer y producir ácido láctico en condiciones aeróbicas. Durante esta etapa, el pH del ensilado comenzará a disminuir, siempre y cuando la población de bacterias ácido lácticas presente sea suficiente. Durante la fase aeróbica, las enzimas vegetales como las proteasas, y en particular las polisacarasas, también permanecerán activas, lo que dará lugar a un aumento de las proteínas solubles, el nitrógeno amoniacal y los azúcares.
Fase de fermentación
Una vez que el ensilado se ha tornado anaeróbico, comienza la fermentación de ensilado y la conversión del forraje en ensilado. Para una fermentación inicial exitosa, el pH debe caer rápidamente por debajo de 5.0 y culminar con un valor lo suficientemente bajo como para lograr un producto estable. Para lograr esto, la producción de ácido láctico como ácido predominante es esencial.
El pH ideal del ensilado varía, pero una fermentación rápida y eficiente es obligatoria para reducir las pérdidas de nutrientes y prevenir las malas fermentaciones. Esto limita el crecimiento de microbios anaeróbicos obligatorios, como los clostridios.
Durante la fase inicial de fermentación, la composición del ensilado cambia drásticamente. Por esta razón, debe evitarse el suministro de ensilado nuevo hasta que culmine esta fase (por lo menos 30 días) para evitar problemas de ingesta y rendimiento.
Fase de almacenamiento
Idealmente, solo ocurrirán cambios mínimos en el ensilado durante el almacenamiento prolongado, incluso en condiciones anaeróbicas. Sin embargo, cuando el aire entra por los bordes en el ensilado en los bordes, los microbios aeróbicos pueden crecer en algunas partes y descomponer el ensilado. Dependiendo de la estructura de almacenamiento, esto suele suceder en la parte superior, los lados y las capas externas, que son más susceptibles a la infiltración del aire.
En algunos casos, el ensilado puede contener grandes cantidades de levaduras que pueden fermentar el ácido láctico producido durante la fase de fermentación y convertirlo en etanol, haciendo que el pH se eleve.
En particular, Lactobacillus buchneri puede convertir el ácido láctico en ácido acético en el entorno anaeróbico del ensilado, lo que provoca un aumento del pH del ensilado durante la fase de almacenamiento. El ácido acético tiene buenas propiedades antifúngicas y puede ayudar a controlar la descomposición asimilando las poblaciones de levaduras.
En esta fase, las enzimas tolerantes a los ácidos, como la proteasa y las celulasas, pueden permanecer activas. También puede haber un aumento en la proteína soluble (amoniaco) durante el período de almacenamiento. Otros tipos de microbios pueden formar esporas resistentes, como mohos, clostridios y bacilos, que les permiten sobrevivir en estado latente en el ensilado.
El llenado rápido, la alta densidad de compactación y el mantenimiento para el tipo específico de estructura de almacenamiento de ensamblaje son de vital importancia.
Fase de salida (suministro)
A medida que el silo se abre y se suministra el ensilado, se vuelve a exponer al aire y a los organismos aeróbicos que sobrevivieron al proceso de ensilado: bacilos, levaduras y mohos. En la mayoría de las situaciones, este crecimiento aeróbico a la salida estará dominado inicialmente por las levaduras. A medida que estos organismos aeróbicos crecen, el ensilado va perdiendo nutrientes y puede llegar a descomponerse en gran parte e incluso contaminarse con toxinas y microbios indeseables como las bacterias clostridia y listeria.
El ritmo y el alcance de esta descomposición depende de los siguientes factores:
- La regulación de la cantidad de aire que ingresa. Esto se puede limitar mediante una densidad de ensilado suficiente durante la compactación y una buena gestión de la salida
- Los niveles de organismos de descomposición en el ensilado almacenado, que pueden ser controlados con buenos protocolos de cosecha
- • Factores que afecten la velocidad a la que se completa la fase aeróbica, como la velocidad de llenado, densidad de compactación, velocidad y eficacia del sellado del silo, etc.
- • El uso de inoculantes comprobados para reducir el número de estos microorganismos