The quality of a silage lies in its fermentation. Understanding and controlling the fermentation process helps to minimize losses, maintain feed quality and can reduce the need for costly purchased feeds.
Stages of silage fermentation
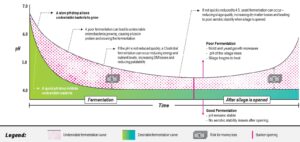
Figure 1. The three main phases of the ensiling process are shown: I) Aerobic phase II) Anaerobic fermentation phase III) Feed out phase. The green curve shows the course of ideal fermentation with a fast and optimal lowering of the pH value and a stabilization of the mass that continues after opening. The pink curve represents the course of insufficient fermentation, a slow pH fall with little stability, which causes the curve to steepen after the silo is opened.
Aerobic phase (silage exposed to air)
Once the plant has been cut, the main objective is to ensile it quickly. This means getting it from the field to the silo or bunker whilst achieving optimal compaction density and covering with excellent quality sheeting, preferably oxygen barrier plastics, as quickly as possible. The less time the crop is exposed to the air, the lower the risk of spoilage and dry matter losses. After the first few hours after closing the silo, the oxygen present in the mass (there will always be some oxygen present) is gradually reduced as it is consumed by the microorganisms present. Having an optimal level of sugar available during this phase is crucial for an effective transition to the anaerobic phase (absence of air) of the fermentation. Sugars are essential to promote efficient growth of lactic acid bacteria, this is why harvesting the forage at the correct stage is crucial, as this is when sugar levels are ideal.
Fermentation phase
The fermentation phase begins when all the oxygen inside the silage has been used up. Once an anaerobic environment is reached, the lactic acid bacteria proliferate by fermenting the soluble sugars present as a growth source. In doing this, they produce lactic acid. If the forage being ensiled has lower soluble sugar availability, the MAGNIVA range includes products that contain enzymes. Enzymes help break down tiny amounts of the forage structure to sugars to aid the fermentation. Depending on the DM of the silage, the pH drops very quickly from around 6 to between 4.5 and 4.0 in around 48 hours.
If conditions are not adequate, there is an elevated risk of a poor fermentation occurring resulting in inferior quality silage with lower energy and nutrient levels. This can occur if the environment is not anaerobic, the correct levels of soluble sugars are not present or adequate levels of lactic acid bacteria are not achieved. This situation makes it more likely that DM and spoilage losses will be significant.
The MAGNIVA range of inoculants contains a range of solutions for different challenges. It’s important the correct inoculant is applied to a particular challenge. Choose a product that utilizes homolactic acid bacteria (bacteria that produce lactic acid and nothing else) and enzymes such as MAGNIVA Classic + if you have problems with pH control or if you have problems with low sugar levels. The enzymes help to quickly release the sugars from the forage, allowing the lactic acid bacteria to grow readily. Thus, taking control of the pH more consistently, resulting in a quality silage with retained nutritional values.
Choose from the MAGNIVA Platinum range of inoculants if you have problems with your silage heating, molding, increased ethanol levels and/or excessive spoilage levels. In addition to homolactic bacteria, the MAGNIVA Platinum range contains the heterotactic bacteria (produces more than lactic acid), including the gold standard Lentilactobacillus buchneri NCIMB 40788 (LB) and the newly discovered and patented Lentilactobacillus hilgardii CNCM I-4785 (LH) — both of which play an important role during the fermentation. LH and LB can convert a certain amount of the lactic acid that has been produced either by the homolactic bacteria, or by LB and LH themselves, to acetic acid and propionic acid. Both compounds inhibit the growth of yeasts and molds in silage, both of which are undesirable microorganisms responsible for heating, spoilage and, thus, significant DM losses in many silages. Inhibiting the growth of yeasts and molds significantly reduces heating and spoilage, meaning DM is not lost through spoiled silage.
The addition of LH to the MAGNIVA Platinum range in recent years was a direct response to the need to be able to use silage quickly if required. Although products containing LB alone did an excellent job of reducing heating and spoilage, the fermentation required the silo or bunker to be closed for a minimum 45 days. The use of an inoculant that required such a long fermentation cycle was becoming an issue to producers with climate change increasing the difficulties in planning forage supplies — shortages or delays in harvesting being the most frequent examples. The introduction of LH in combination with LB improved the fermentation and stability of silages from just 15 days and even improved long-term stability. MAGNIVA Platinum gives the farmer more flexibility to use silage as and when required.
Feedout phase
The real litmus test of whether farmers have implemented good silage management techniques comes after the bunker or silo is opened. Under ideal conditions, the silage should undergo only marginal changes during the storage period. Ideally, the silage should be uniform in terms of colour and smell, with a low pH value and normal temperatures. Smell is also a good indicator of how well the silage has fermented. A good silage should have an aromatic, sour smell, but one that is not unpleasant, sweet (vanilla like) with a slight acetic acid background smell is a sign of excellent fermentation. The silage should remain stable when opened, no spoilage should be visible and it should not heat above the ambient temperature of the day.
If the silage does not look uniform or of good quality when opened, it suggests the fermentation was not as efficient as required. The main reason is often the lack of consolidation of the silage in the bunker. If too much air is retained in the bunker or silo, the fermentation will be compromised even if an inoculant is used or not. DM that is too wet or too dry is also a major cause of poor silage. If silage is harvested too wet and early, there is a much greater risk the silage will undergo a clostridial fermentation. This results in silage of extremely low quality, which is unpalatable as it smells putrid and pungent. If the DM of the silage is too high, this makes adequate consolidation exceedingly difficult to achieve. The drier a forage, the more sponge like it becomes, meaning that removing the air is an almost impossible task.
For more information on producing quality silage